Teilprojektbeschreibung
Institut für Umformtechnik und Leichtbau (IUL)
TP 5
-
Einstellung der Eigenschaften nicht-rotationssymmetrischer Blechbauteile durch Hochgeschwindigkeitsscherschneiden
Die Forschung in diesem Teilprojekt ermöglicht es, die Schnittflächen allgemein asymmetrischer, zunächst nicht-rotationssymmetrischer, Bauteile als Funktionsflächen zu nutzen. Ziel des Vorhabens ist, den Einfluss der Prozessparameter beim Hochgeschwindigkeitsscherschneiden (HGSS) auf die Eigenschaften nicht-rotationssymmetrischer Blechteile zu beschreiben. Methoden zur gezielten Beein-flussung der Bauteileigenschaften über Änderungen des Spannungszustandes unter Berücksichtigung der Werkstoffeigenschaften werden entwickelt. Insbesondere wird die Erzeugung eines adiabatischen Scherbands in der Schnittzone zur Nutzung der Schneidkannte als Funktionsfläche untersucht.
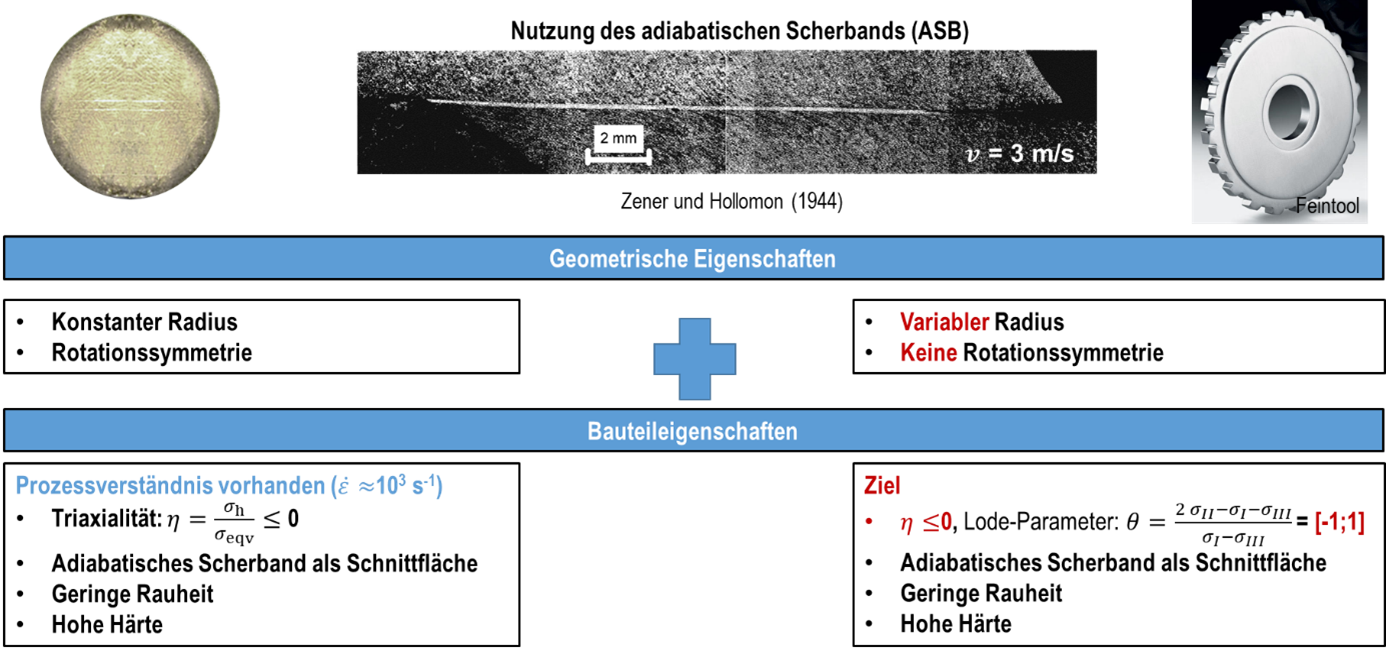
Abbildung 1. Ziel der Untersuchungen.
Die Scherbandbildung hängt von den Werkstoffeigenschaften, dem Spannungszustand und den thermo-mechanischen Randbedingungen (Dehnrate, Temperatur) ab. Beim HGSS werden die aufgeprägten thermo-mechanischen Randbedingun-gen durch die Prozessparameter (Geometrie von Werkstück und Werkzeug, Ener-gie, Stempelgeschwindigkeit) und den Spannungszustand maßgeblich bestimmt. Bisherige Untersuchungen stellten im Wesentlichen Zusammenhänge zwischen Schneidspalt und Schnittflächenkenngrößen für rotationssymmetrische Bauteile (Lode-Parameter gleich Null) her. Im Fokus des TP steht die Beeinflussung des Spannungszustands beim HGSS zur Einstellung der Eigenschaften nicht-rotationssymmetrischer (Lode-Parameter ungleich Null) Bauteile (vgl. Abbildung 1).
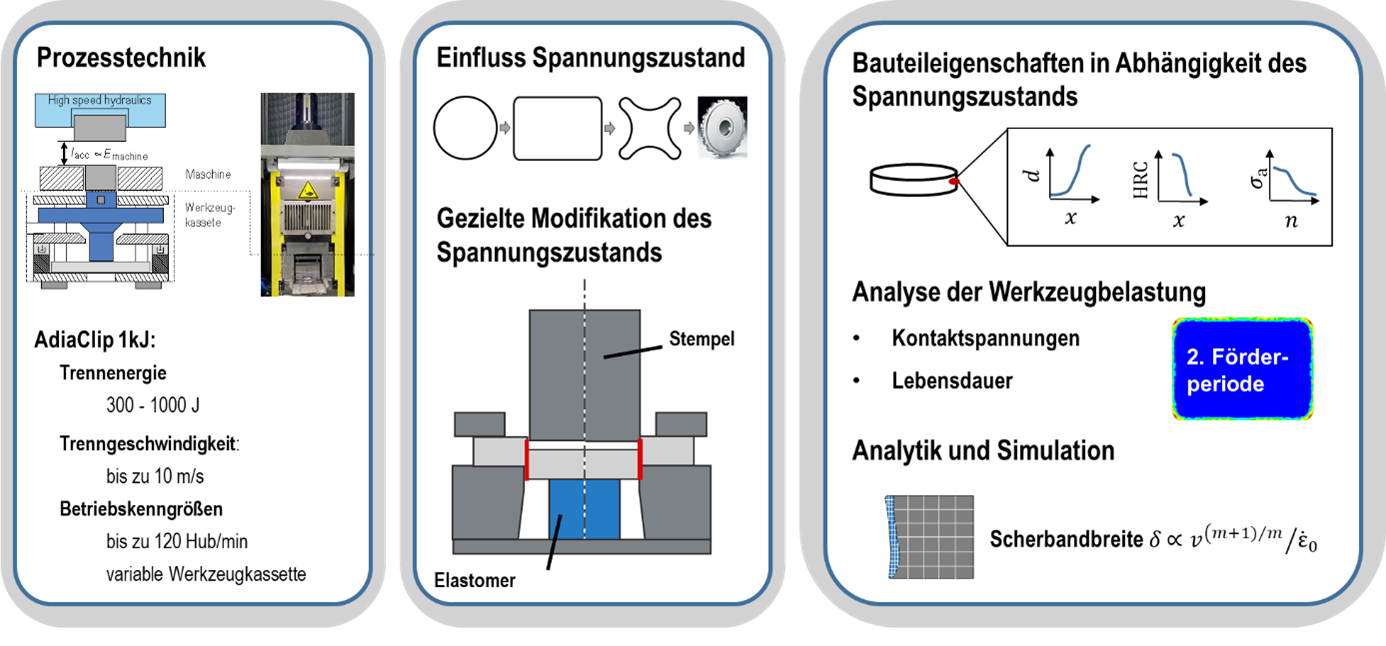
Abbildung 2. Methodischer Ansatz.
Die Untersuchungen am IUL in Dortmund werden auf der energiegebunden,
hydraulischen Presse AdiaClip 1kJ durchgeführt. Dazu werden Bauteile mit
steigendem Grad der Asymmetrie, z.B. mit wechselnden Krümmungsradien durch
HGSS (Schnittgeschwindigkeiten bis 10 m/s) gefertigt. Die
Schnittflächeneigenschaften in Zusammenarbeit mit den anderen TP ermittelt und
mit dem Spannungszustand korreliert. Der Spannungszustand wird dabei über
Finite-Elemente-Simulationen ermittelt, die über Dehnungsmessungen an der
Schnittfläche validiert werden.
Auf Basis dieser Ergebnisse werden die Werkzeuge modifiziert (Anschrägen des
Stempels, Einbringen eines Prägeschritts, Elastomerkissen unter dem Bauteil),
um Druck-Scherspannungen zu überlagern, die die Bildung von adiabatischen
Scherbändern begünstigen. Untersuchungswerkstoffe sind die Stähle 22MnB5
(gehärtet), C60 (gehärtet) und die Aluminiumlegierung EN AW-5754. Die
relevanten Eigenschaften der Funktionsfläche sind Härte, Eigenspannungen,
Korrosionseigenschaften und Lebensdauer. Der Einfluss der Prozessparameter auf
die Werkzeuglebensdauer wird in Vorbereitung einer 2. Förderperiode bestimmt.
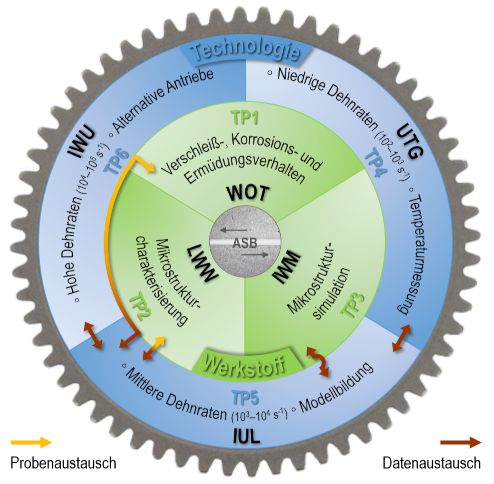
Vernetzungsschaubild von TP5 mit den wichtigsten Proben- und Datenaustauschpfaden
Teilprojektbeschreibung
Kontakt
Univ.-Prof. Dr.-Ing. habil. Thomas Lampke
TU Chemnitz
Professur Werkstoff- und Oberflächentechnik
09107 Chemnitz
Telefon: +49 (0) 371 / 531-36163
Telefax: +49 (0) 371 / 531-23819